
Crane wire rope is an indispensable component in lifting operations, ensuring the safe and efficient movement of heavy loads. However, the demanding nature of crane work, coupled with environmental factors, can lead to various wire rope failures. Understanding these common failures and implementing effective maintenance practices are crucial for preventing accidents and ensuring the longevity of crane wire ropes.
This article delves into the common failures of crane wire ropes, provides essential maintenance tips.

Common Failures of Crane Wire Rope
Crane wire ropes are subjected to constant stress, abrasion, and exposure to harsh conditions, making them susceptible to several types of failures. Here are six common issues:
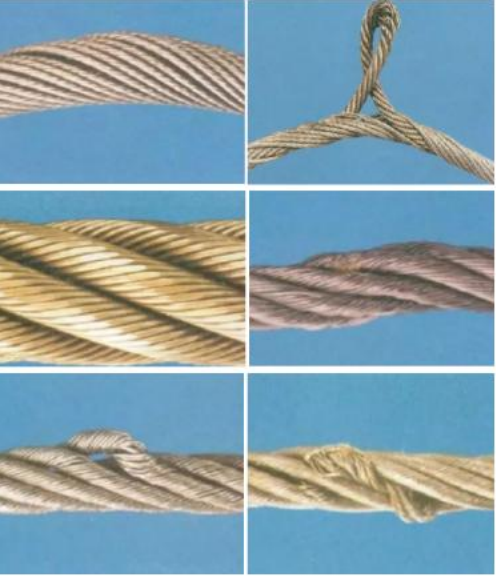
Wire Breakage
Wire breakage is a frequent occurrence, often resulting from fatigue, wear, overload, or a combination of these factors. Fatigue failure happens due to repeated bending and stress cycles, while wear occurs from friction with sheaves, drums, and other surfaces. Overloading, exceeding the rope’s safe working load, can cause immediate wire breakage. Broken wires compromise the rope’s strength and increase the risk of catastrophic failure.
The solution could be to replace the broken wire section or the entire wire rope to ensure the integrity of the wire rope.
Deformation
Deformation refers to any alteration in the rope’s original shape, including kinking, flattening, birdcaging, and core protrusion. Kinking occurs when the rope is twisted and then released, causing permanent bends. Flattening results from excessive pressure or impact, while birdcaging involves the separation and outward splaying of individual wires. Core protrusion happens when the core of the rope, typically made of fiber or steel, protrudes through the outer strands. Deformations can significantly reduce the rope’s strength and flexibility.
The preventive measures include selecting wire ropes with appropriate diameters and structures based on the usage conditions, as well as regularly inspecting and replacing deformed wire ropes.
Corrosion
Corrosion is the deterioration of the wire rope material due to chemical or electrochemical reactions with the environment. It can be caused by exposure to moisture, acids, alkalis, or salt spray. Corrosion weakens the rope by reducing its cross-sectional area and can lead to premature failure.
The prevention of wire rope corrosion is achieved through regular cleaning, maintenance, and the application of anti-corrosion agents

Slipping and Flower Knotting
Slipping occurs when the rope loses its grip on the drum or sheave, often due to insufficient tension or lubrication. Flower knotting, also known as a “hockle,” is the formation of a loop or knot in the rope, which can cause severe damage and safety hazards. Both slipping and flower knotting can lead to sudden load drops or uncontrolled movements, posing risks to personnel and equipment.
The solution is to use specialized tools to re-tighten the slipped or flowered sections.
Wear
Wire ropes, after extended use, may rub against the surfaces of equipment or cargo, leading to wear. This is an unavoidable process, but factors such as improper lubrication, misalignment, or abrasive contaminants can accelerate the rate of wear. Excessive wear can result in a reduction in the wire rope’s diameter, a decrease in its strength, and even breakage.
For worn wire ropes, regular inspections should be conducted and timely replacement should be performed when necessary.
Twisting
Twisting, or “spinning,” refers to the uneven distribution of stress along the rope’s length, causing it to rotate or untwist. It can result from improper installation, inadequate rope construction, or the use of swivels that don’t rotate freely. Twisting not only affects the service life of the wire rope but can also lead to wear, loosening, and breakage of the rope sling.
Regularly inspecting the rope sling and addressing twisted wire ropes is crucial for preserving the integrity of the wire rope.

Daily Wire Rope Maintenance Tips
Wire ropes are vulnerable components in lifting machinery. While purchasing them is relatively easy, maintaining them requires considerable expertise. Incorrect usage can halve the lifespan of a wire rope or even cause immediate damage. Proper maintenance is crucial for extending the service life of crane wire ropes and ensuring safe operation. Here are some key tips:
- Regular Inspection: Conduct frequent visual inspections of the wire rope for any signs of damage, wear, or corrosion. Pay close attention to areas near the drum, sheaves, and terminations.
- Lubrication: Apply appropriate lubricant to the wire rope regularly to reduce friction, prevent corrosion, and extend its service life. Consult the rope manufacturer’s recommendations for the correct type and frequency of lubrication.
- Cleaning: Keep the wire rope clean and free from debris, dirt, and contaminants that can accelerate wear and corrosion. Use a wire brush or compressed air to remove loose particles.
- Proper Storage: Store wire ropes in a dry, well-ventilated area away from extreme temperatures, chemicals, and corrosive environments. Protect them from moisture and sunlight to prevent degradation.
- Replacement: Replace wire ropes according to the manufacturer’s recommendations or when they reach the end of their service life, whichever comes first. Don’t wait for a failure to occur before replacing a worn or damaged rope.
CPTC’s Wire Rope Solutions for Enhanced Crane Safety
As a crane manufacturer for the construction industry, CPTC provides high-quality products designed for a variety of crane applications. CPTC’s wire ropes are manufactured using advanced technology and rigorously tested to ensure superior strength, durability, and reliability. By working with CPTC, crane operators can benefit from:

- High-Quality Products: CPTC’s wire ropes are made from premium materials and engineered to meet or exceed industry standards.
- Custom Solutions: CPTC offers a wide range of wire rope sizes, constructions, and coatings to suit specific crane requirements.
- Expert Support: CPTC provides technical assistance and guidance to help customers select the right wire rope for their needs.
- Enhanced Safety: CPTC’s focus on quality and reliability contributes to safer crane operations and reduced risk of accidents.
By understanding the common failures, implementing regular maintenance practices, and selecting high-quality wire rope solutions from reputable crane wire rope manufacturers like CPTC, crane operators can ensure the safe and efficient operation of their equipment, protecting personnel and property.
Related Products

Tower Crane Trolley Device
Multiple functions
Intuitive operation

Tower Crane Trolley Chassis
Withstands heavy loads and forces
Works with supporting…

Trolleying Fan for Tower Crane

Tower Crane Trolleying Limit Gear
Controls luffing motion
Improves safety and efficiency
Enables dynamic boom…